真空阴极电弧离子镀(Cathode Vacuum Arc Ion Plating,CVAIP),也叫真空电弧沉积(Vacuum Arc Deposition,VAD)或者电弧离子镀(Arc Ion Plating,AIP)等, 是在电弧放电技术的基础之上发展起来的一种镀膜技术,电弧在真空环境中在靶面进行放电产生等离子体,然后离子以一定的能量沉积到工件表面形成膜层,属于物理气相沉积(PVD)方法的一种。美国的Multi-Arc公司和Vac-Tec公司最早将该技术投入使用。电磁复合场的引入实现了对阴极斑点的可控,更是加快了真空阴极电弧离子镀的发展,使其成为涂层制备领域的主要方法之一。
真空阴极电弧离子镀具有离子能量高、离化率高、离子绕射性好、膜层致密、 膜基结合力高等一系列优点。阴极电弧离子源可以广泛应用于各种离子注入设备,如金属离子源全方位离子注入(Me PIII);离子能量高则使得电弧离子镀膜层的膜基结合力优于其它 PVD 工艺(如磁控溅射、蒸镀等)。因此真空阴极弧成为制备一系列膜层的重要方法,例如类金刚石硬质膜层、复合成分硬质膜层、金属化合物膜 层、多层纳米结构膜层等。
1、真空阴极电弧离子镀原理
真空电弧是指从负电极上由于其特有的电子发射机理能通过大电流的自持放电现象。阴极电弧是真空电弧的一种,之所以被称为阴极弧,是因为放电过程中阴极材料不断被消耗,阴极材料放电形成大量离子。真空条件下电弧引燃后,由于收缩区的作用,在触发电极离开的瞬间,导电的有效面积迅速缩小,局部电流密度迅速升高,导致阴极靶面局部区域温度迅速升高,阴极材料内部的自由电子能量增大,从而克服表面势垒逸出阴极表面,形成“热电子发射”;电弧产生之后,阴极表面区域将产生大量的工作气体离子和靶材离子,使得阴极表面附近气压增高,分子自由程缩短,在靶材表面形成等离子体正空间电荷层,该电荷层距阴极表面的距离很短(1μm),将产生极强的电场(109~1010V/m),在这个强电场作用下,阴极表面将 发生“场致电子发射”,因此真空阴极电弧是热—场致电子发射机制。
目前人们提出了许多模型来解释阴极弧斑的放电机理,被广泛使用的一种模型如图1所示,电弧通过短路引燃后,阴极弧斑迅速在阴极靶材表面产生,阴极材料离化形成的大量离子在距弧斑很短的距离内堆积形成正离子云,产生极强的电场,在阴阳极之间形成自持弧光放电。在放电过程中,电弧放电的大电流集中于阴极材料表面,将产生多个直径数微米的阴极弧斑。每个阴极斑点尺寸与阴极材料有关,大约在5~10μm,流经的电流 20~40A。由于弧斑面积很小,所以阴极斑点处电流密度可以达到105~108A/m2,该电流密度会导致弧斑区的功率密度很大(可达1013W/m2的数量级),弧斑微小区域的靶材固相材料在如此大的功率密度作用下将发生气化并几乎全部电离。真空阴极电弧的电弧电流正比于阴极弧斑的数量,即电弧电流的增加只是增加了阴极弧斑的数量,流经弧斑的电流并没有改变。
阴极靶发射的电流密度 Je(A/cm2)为:
𝐽 =BE2e−C/B
其中E为电场强度;B和C为与阴极材料相关的系数。
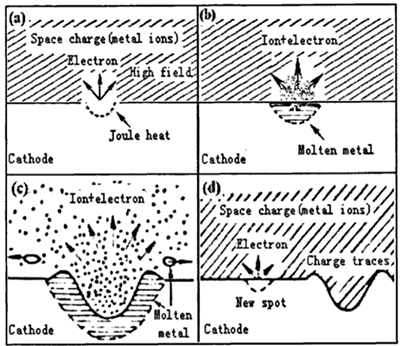
图1 真空弧光放电的阴极辉点示意图
(1)被吸引到阴极表面的金属离子形成空间电荷层,由此产生强电场,使阴极表面上功函数小的点(晶界或微裂纹)开始发射电子,见图1 (a);
(2)个别发射电子密度高的点,电流密度高。焦耳热使其温度上升又产生了热电子,进一步增加了发射电子,这种正反馈作用使电流局部集中,见图1 (b);
(3)由于电流局部集中产生的焦耳热使阴极材料局部地、爆发性地等离子化而发射电子和离子,然后留下放电痕,这时也放出熔融的阴极材料粒子,见图 1 (c);
(4)发射的离子中的一部分被吸引回阴极材料表面,形成了空间电荷层,产生了强电场,又使新的功函数小的点开始发射电子,见图1 (d)。
这个过程反复地进行,弧光辉点在阴极表面上激烈地、无规则地运动。弧光辉点通过后,在阴极表面上留下了分散的放电痕。
由于每个弧斑的寿命只有几纳秒和其快速连续的发生,所以给人以电弧连续运动的印象,但实际上,真空阴极弧是一系列的弧斑产生-熄灭-产生事件。阴极弧斑区可产生 3~6×1026m-3的等离子体密度,只比固态阴极材料低1~2数量级,产生的等离子体以极快的速度扩散进入真空环境,扩散速度约为1~2×104m/s,而且离子速度与阴极材料的种类及离子的电离态关系很小。从阴极表面出来的离子会带有一部分能量,大小在20~100eV 之间。其它PVD方法例如磁控溅射产生的离子从阴极表面出来后不会具有这么高的能量,这是阴极弧沉积的膜层性能比较优异的根本原因。阴极弧斑不但会在靶材表面产生高密度的等离子体,而且还会喷射出尺寸0.1~10μm的大颗粒,大颗粒会降低膜层性能。
2、真空阴极弧离子镀特点及应用
真空阴极弧离子镀的设备构造相对简单,向靶材供电的电源由直流焊机提供即可,具有以下特点:
(1)阴极弧不断旋转运动,不产生固定熔池,可以于真空室适当位置任意设置,多个阴极弧源可以同时设置利用,提高弧运动稳定性,增大真空室内等离子体密度,改善膜层厚度均匀性。
(2)阴极材料离化率高,离化率可达80%以上。离子从阴极表面出来后会带有大小在 20~100eV之间的能量,等离子体离化率和平均能量很高,使得等离子体化学活性很高,容易将工作气体和反应气体激发和电离。基体附件等离子体密度大,膜层沉积速率高,利于提高膜基结合强度和改善膜层性能。
(3)一个电弧源可以有多种用途,阴极弧既可以用来镀膜作为蒸发源和离化源,又可以用作加热源和炉内高压清洗的离子源。
(4)入射离子能量高,膜层的致密度高,强度和耐磨性好,基体和膜界面有原子扩散,因而膜基结合力高。由于沉积到基体表面的是带有一定能量的离子,所以这些离子在基体表面有较高的迁移率,能够消除基体表面的孔洞结构,得到高度均匀致密的无缺陷薄膜。
真空阴极弧离子镀也有一定缺点,靶材在高电流密度下爆炸离化时会产生大颗粒,尺寸在0.1~10μm不等,大颗粒的存在会降低膜层微观成分的均匀性,膜 层性能会因为大颗粒的存在而下降。
近十几年来,真空阴极弧离子镀技术逐渐完善,已广泛应用于装饰、航天航空、机械加工等领域,许多系列的膜层都可以采用真空阴极电弧离子镀方法来沉积,例如金属薄膜、金属氧化物膜、合金膜、氮化物膜、非晶硅膜,非晶碳膜等。高速钢刀具涂层是真空阴极弧成功的应用之一,例如经过TiN涂层的高速钢刀具比没有涂层的高速钢刀具硬度提高 2~3倍,耐磨性大大提高,服役寿命延长1~5倍。真空阴极电弧离子镀膜技术在钻头、齿轮刀具、铣刀等大多数抗磨损高速钢刀具中都有大范围应用。在汽车零部件上应用也十分广泛,例如在活塞顶部、活塞环、汽缸套等直接与燃气接触的发动机零件上镀制一层耐气蚀、耐磨损、隔热的复合膜,可以提高这些零部件的抗高温性能,降低其冷却要求并且对降低噪声有很大帮助。真空阴极电弧离子镀制备的黑色氮钛膜层可以用于提高航天用球轴承表面的耐磨性,中国第一代特殊用途卫星测量照相机的镜片托架、镜筒、支撑框架、焦面框架等件采用的都是钛合金材料,其表面处理采用的是真空阴极电弧离子镀黑色氮钛 膜层。采用真空阴极电弧离子镀工艺镀制的NiCrAlY热障涂层已成功地应用于航空发动机涡轮叶片的表面处理,真空阴极电弧离子镀还被广泛应用于沉积类金刚石膜层,其制备的ta-C膜层硬度最高可达80GPa,摩擦系数低于0.1。目前为止,采用真空阴极电弧方法沉积的类金刚石膜层与天然金刚石性能是非常接近的。